කෝණ රඳවනය


අයදුම්පත:
1. විශාල වැඩ කොටස් සවි කිරීමට අපහසු වන විට එය භාවිතා වේ;නිරවද්ය වැඩ කොටස් එක් වරකට සවි කර බහු පෘෂ්ඨයන් සැකසීමට අවශ්ය වූ විට;යොමු පෘෂ්ඨයට සාපේක්ෂව ඕනෑම කෝණයකින් සැකසීමේදී.
2. සැකසුම් ෙබෝල අවසන් ඇඹරීම වැනි පැතිකඩ ඇඹරීම සඳහා විශේෂ කෝණයකින් පවත්වා ගෙන යනු ලැබේ;සිදුර සිදුර තුළ ඇති අතර, කුඩා සිදුර සැකසීමට වෙනත් මෙවලම් වලට සිදුරට විනිවිද යාමට නොහැක.
3. එන්ජිමේ සහ ආවරණයේ අභ්යන්තර සිදුරු වැනි යන්ත්ර මධ්යස්ථානය මගින් සැකසිය නොහැකි ආනත සිදුරු සහ කට්ට.
පූර්වාරක්ෂා:
1. සාමාන්ය කෝණ හිස ස්පර්ශ නොවන තෙල් මුද්රා භාවිතා කරයි.සැකසීමේදී සිසිලන ජලය භාවිතා කරන්නේ නම්, ජලය ඉසීමට පෙර එය ක්රියාත්මක කළ යුතු අතර, සිසිලන ජලය ශරීරයට විනිවිද යාම වැළැක්වීම සඳහා මෙවලම දෙසට ජලය ඉසීමට සිසිලන ජල තුණ්ඩයේ දිශාව සකස් කළ යුතුය.ආයු කාලය දික් කර ගැනීම පිණිසය.
2. දිගු කාලයක් සඳහා ඉහළම වේගයකින් අඛණ්ඩව සැකසීම සහ ක්රියාත්මක වීමෙන් වළකින්න.
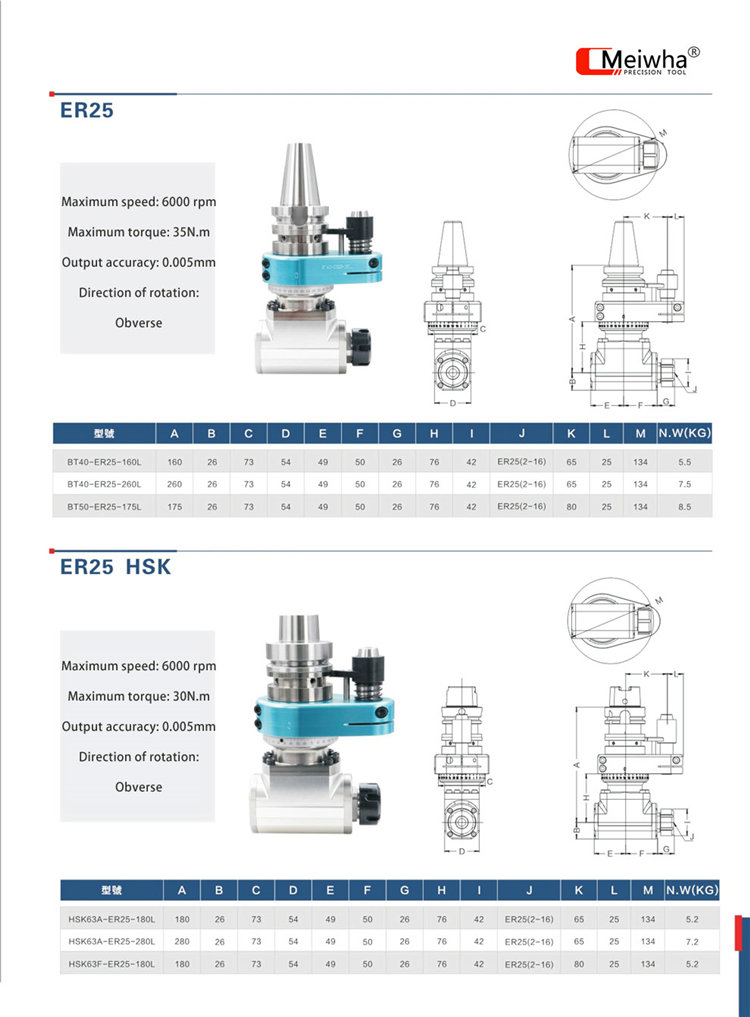
3. එක් එක් ආකෘතියේ කෝණ හිසෙහි පරාමිති ලක්ෂණ වෙත යොමු කර සුදුසු සැකසුම් තත්වයන් යටතේ එය භාවිතා කරන්න.
4. භාවිතයට පෙර, එන්ජිම උණුසුම් කිරීම සඳහා මිනිත්තු කිහිපයක් සඳහා පරීක්ෂණ ධාවනය තහවුරු කිරීම අවශ්ය වේ.ඔබ සකසන සෑම අවස්ථාවකම, ඔබ සැකසීම සඳහා සුදුසු වේගය සහ පෝෂණය තෝරාගත යුතුය.උපරිම සැකසුම් කාර්යක්ෂමතාව ලබා ගන්නා තෙක් සැකසීමේදී වේගය, පෝෂණය සහ කැපීමේ ගැඹුර ක්රමානුකූලව සකස් කළ යුතුය.
5. සාමාන්ය සම්මත කෝණ ශීර්ෂය සැකසීමේදී, දූවිලි හා අංශු (උදාහරණයක් ලෙස: මිනිරන්, කාබන්, මැග්නීසියම් සහ අනෙකුත් සංයුක්ත ද්රව්ය ආදිය) නිපදවන ද්රව්ය සැකසීමෙන් වැළකී සිටීම අවශ්ය වේ.